Это легкие трехзаходные разъемы типа храповой муфты, предназначенные для авионики, аэрокосмической промышленности, разъемов для работы в жестких условиях, систем безопасности, автоспорта и тяжелых условий эксплуатации.
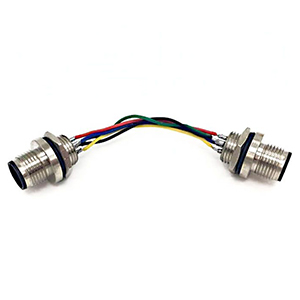
Круглый кабельный узел состоит из отрезка кабельного материала с круглым соединителем на одном или нескольких концах. Компания Renhotec предлагает широкий ассортимент кабельных сборок с круглыми разъемами, в частности кабельные сборки M8, M12 и M16.
Эта серия разъемов - альтернативное решение разъемам Lemo, которые используются в медицинских, промышленных, аудио/визуальных, телекоммуникационных приложениях, разъемах для работы в жестких условиях, научных исследованиях и измерениях.
Эти разъемы соответствуют стандарту Harsh Environment Connectors Standard, который распространяется на сверхпрочные круглые электрические разъемы с паяными или обжимными контактами.
D38999 - это популярные и широко используемые субминиатюрные круглые разъемы для применения в жестких условиях и аэрокосмической промышленности. Благодаря трем способам соединения, девяти размерам корпусов и широкому разнообразию расположения контактов наши соединители MIL-DTL-38999 помогут Вам сделать выбор, который Вам необходим.
Разъем MIL-DTL-26482, также известный как разъем MIL-C-26482. Он может похвастаться широким выбором конфигураций контактов и выдерживает высокие токовые нагрузки. В серии представлены сверхпрочные разъемы с паяными контактами и байонетным или "быстросъемным" соединением.
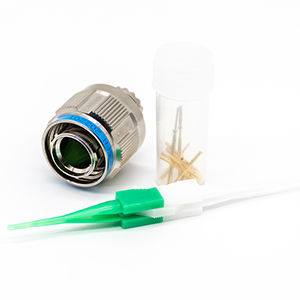
Разъемы HR являются более дешевой версией, но при этом обеспечивают высокую "добавленную стоимость", сохраняя превосходные характеристики разъемов HR. Кабельные зажимы обжимаются с помощью специального обжимного инструмента, а оболочки имеют резиновый башмак, обеспечивающий гибкость конструкции, которая помогает предотвратить скручивание кабеля.
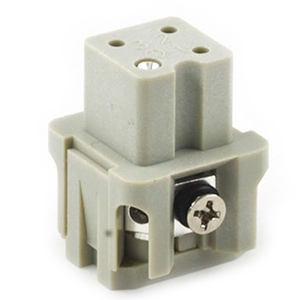
Сверхмощные разъемы (HDC) - это надежные промышленные разъемы для питания, передачи данных и сигналов в жестких условиях эксплуатации. Они отличаются надежностью благодаря алюминиевым или термопластиковым крышкам и степени защиты от IP65 до IP69k, выдерживают токи от 10A до 80A и имеют до 216 контактов.
Компания Renhotec предлагает широкий ассортимент прочных промышленных вилок, розеток и сопутствующих товаров, разработанных в соответствии со стандартами IEC 60309-1 для надежных соединений в промышленных и заводских условиях. Промышленные вилки и розетки имеют 3 Pin, 4 Pin и 5 Pin.
Как производить авиационные штекерные разъемы и контролировать качество пайки разъемов
Большинство переключателей качественных авиационных заглушек изготовлены из современных материалов, таких как резина bHarsh Environment. Огнестойкость, влагостойкость и ударопрочность высоки, а поверхность гладкая. При покупке следует учитывать ощущения от собственного прикосновения, определять материал переключателя вручную и спрашивать у продавца.
Водонепроницаемые промышленные разъемы
В целом, продукты с не слишком гладкой поверхностью, тонкой и хрупкой на ощупь, ненадежны. Хорошая панель розетки выключателя не должна иметь воздушных пузырьков, царапин и пятен. Прикосновение к выключателю легкое и не тугое, а гнездо розетки должно быть оснащено защитной дверцей. Заглушка должна вставляться и выниматься с определенным усилием и не может быть вставлена в одну ногу.
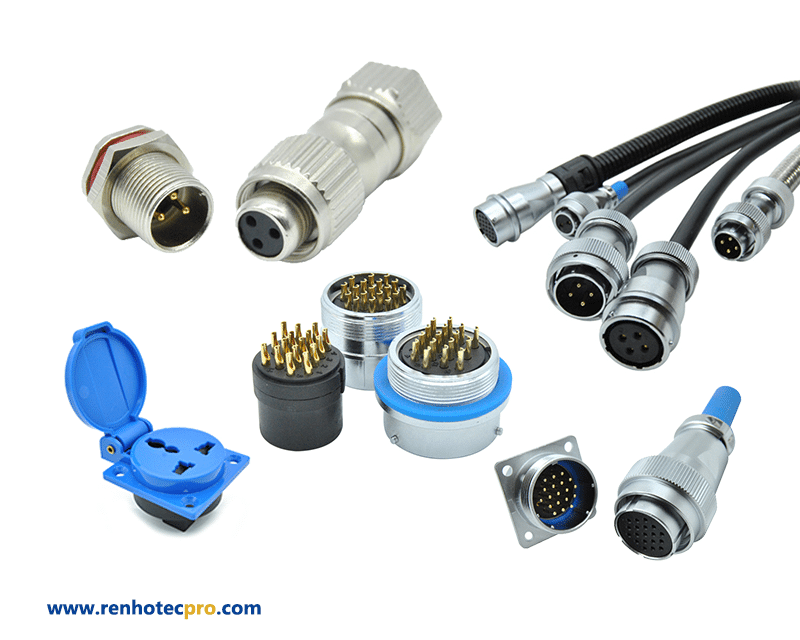
Воздушная вилка — это розетка, имеющая один или несколько разъемов для подключения, что позволяет подключать ее к различным линиям для легкого соединения с другими цепями. В повседневной жизни мы часто используем розетку. Розетка — это электрическое устройство, обеспечивающее подачу питания на бытовые приборы. Это также электротехнический аксессуар, используемый в бытовом электрооборудовании. Она тесно связана с жизнью людей. Выбор безопасной розетки очень важен. Некачественные розетки часто становятся причиной поражения электрическим током и пожаров, что представляет собой серьезную скрытую угрозу для личной и имущественной безопасности. Поэтому конструкция розетки также является важной основой для оценки электрического дизайна жилых помещений.
В традиционном процессе производства разъемов относительно распространенным методом является пайка. Коннектор, изготовленный таким способом, часто используется в местах с небольшим нагревом. Это устройство требует относительно небольшого тока в детали, если ток слишком велик, температура превысит допустимый диапазон паяного соединения, так что припой расплавится и деформируется, соединение будет ненастоящим или структура деформируется, что легко приводит к короткому замыканию цепи, вызывая повреждение всего системного оборудования. Снижение стабильности системы. В дополнение к методам обработки, температура вызывает причину де-пайки, в процессе производства, есть некоторые неправильные места обработки, которые вызовут явление де-пайки разъема.
Чаще всего припаянный разъем не соответствует по весу другому разъему или разница слишком велика. В процессе сварки штифты свариваемой детали будут деформироваться под воздействием различных температур, что приведет к недостоверному свариванию деталей. Иногда эта ситуация не обнаруживается во время тестирования, а только для пользователя. При его использовании, поскольку оборудование требует непрерывной работы с высокой нагрузкой или находится в суровых условиях, температура резко меняется, и он работает с полной нагрузкой в течение длительного времени в условиях высокой температуры. В результате температура паяного соединения становится слишком высокой, и деформированный припой плавится. Легко вызвать короткое замыкание. Более распространенным решением этой проблемы является соответствующее увеличение частоты работы вентилятора пайки оплавлением и ускорение пайки разъема, чтобы снизить вероятность деформации контактов разъема. Однако при использовании этого метода необходимо обратить внимание на настройку температуры печи. Всегда обращайте внимание на изменение температуры печи. Не допускайте слишком быстрого повышения температуры разъема. Значение пика должно быть отрегулировано в соответствии с размером оборудования и размером стежка. Если речь идет об обработке штифта сиденья карты, вы можете сначала обратиться к поставщику. В процессе производства сначала используется метод резки и повторного покрытия, либо метод гальванического покрытия и резки. Если это первое, то эффект от обработки олова в это время будет хорошим. Подробнее. Если и в этом случае есть решение, то для начала можно добавить немного олова и наклеить рядом с отверстием слой стального листа, чтобы убедиться, что оно не заварено и не протекает.
Для получения более подробной информации, пожалуйста, свяжитесь с нашими инженерами по адресу [email protected] или посетите веб-сайт нашей компании www.renhotecpro.com.